液压缸支承轴修复工艺的改进
2012-11-09
作者:荣根兰 王富明 夏玉堂
(北京工程机械修造厂)
液压缸缸筒上的支承架用以承担液压缸全部负荷。支承架一般为整体铸造件,由1个支承套筒和其直径方向的2根支承轴组成,经加工后焊接在缸筒上。(北京工程机械修造厂)
液压缸在使用过程中,支承轴在支承轴套内频繁径向运动,随着使用时间的延长,支承轴与支承轴套之间会产生磨损。随着磨损量的逐渐增加,支承轴与支承轴套之间的间隙越来越大,液压缸将不能正常使用。
支承轴车削加工图
支承架为整体铸造的液压缸,其支承轴磨损后,不能用气割方法将支承套筒从液压缸筒上切割下来,再更换支承架。这是因为缸筒在气割的高温作用下会产生变形,甚至造成整个液压缸报废。传统的修复方法如下:先将支承轴磨损部位进行堆焊以加大尺寸,然后采用角磨机打磨方法恢复原尺寸。此种手工打磨方法费工、费力,且打磨后的支承轴表面粗糙、凹凸不平、质量很差,不能达到液压缸修理的技术要求。
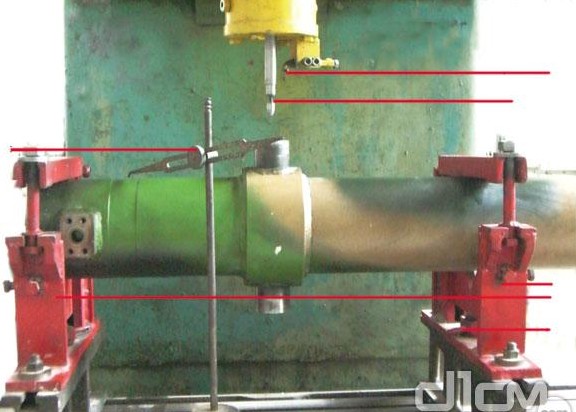
为此,我们对传统修复工艺进行了改进。主要做法如下:先加工2个移动式液压缸V型专用夹具,用于在镗缸机底部平台上支承和固定液压缸;再在镗头的中心位置加工1个中心孔,安装一套可调整、拆卸且带有磁性的找正顶尖工具;Z后在镗头上安装适于加工支承轴且带有进给装置的夹刀器和专用刀具。如附图所示。具体加工步骤如下:
(1)补焊和清理
将磨损后的支承轴进行补焊并清除焊渣,注意补焊后的支承轴应当留有足够的加工余量。将补焊后支承轴高低不平处用角磨机稍加打磨,再将支承轴根部磨平,以便于切削加工。清理2个支承轴上的定位中心,以便于找正时使用。
(2)找正液压缸位置
用螺栓将2个V型专用夹具固定在镗床加工平台上,使用该夹具调整液压缸与平台的平行度和液压缸与刀具的垂直度。
液压缸的平行度和垂直度确定后,在镗头中心孔中安装可伸缩同轴度找正顶尖,并以找正顶尖为基准来找正支承轴定位中心。支承轴定位中心找正后,在加工支承轴时,便可保证镗头上的切削刀具与支承轴达到所要求的同轴度。
上述找正工作完成后,用压板和螺栓将液压缸固定。
(3)切削加工
将具有进给装置的切削刀具安装在镗缸机镗头上。安装时要确保刀具的刃口比夹刀器高出10~15 mm,这样可使刀具受力强度增高,并可消除刀具振颤。
刀具调整好以后,即可对液压缸支承轴进行切削加工。切削1刀后再调整进刀量继续切削,直至将支承轴切削到规定尺寸为止。切削完1个支承轴后,将液压缸旋转180°,用同样方法找正并切削加工另1个支承轴。
我们用此种工艺修复了大量装载机、推土机、平地机、挖掘机等工程机械液压缸支承轴,其加工速度快,修复精度高,省力、省工、省时,完全达到了大修理技术要求,且经济效益明显。
来源:《工程机械与维修》2012年10期